Fejlesztési és javítási tevékenységek
A RECHNEN Hegesztőház Kft. jogelődje és az Alkarészfelújító Kft. 1995-ig rendszeresen végezték különböző alkatrészek, berendezések hegesztéses felújítását. A hegesztésekhez cégünk fejlesztette ki és gyártotta - porbeles szalag formájában - a hegesztőanyagokat. A következőkben ezen tevékenységek közül mutatunk be néhányat.
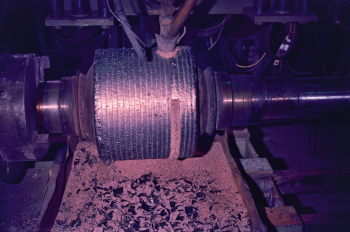
Folyamatos acélöntőmű vezető - FAM - görgői hegesztési technológiájának kidolgozása, hegesztése.
/1989-1992/
A görgőkhöz Cr ötvözésű hegesztőanyagot dolgoztunk ki porbeles szalag formájában. A hegesztés fedőpor alatt történt. Feltétel volt a HRc 40-es keménység, repedésmentesség. Évente több 100 db-ot készítettünk a Diósgyőri Kohászat részére az Alkatrészfelújító Kft.-ben. A képen a felhegesztett görgő látható.
Lignitörlő malmok forgórészei hegesztéses felújítása, technológiájának kidolgozása. /1990-1991/
Az 1980-as évek végére a Visontai Erőmű lignitörlő malomkerekei olyan mértékben koptak meg, hogy a további üzemeltetésük veszélyessé vált. A feladat a szétszerelt kerék elemek teljes felújítása volt. A hegesztőanyagot mi fejlesztettük ki. Hegesztés után az elemeket újra kellett hőkezelni és forgácsolni. Összesen mintegy 35-40 keréktest komplett felújítását végeztük el az Alkatrészfelújító Kft.-ben.
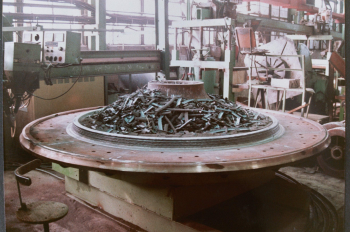
Ferrit gömbgrafitos klinker-örlő test (5.5 t) gépi felrakóhegesztéséhez porbeles hegesztőanyag kidolgozása, a technológia kivitelezése. /1992/
Az egyik cementgyár klinkerőrlő görgő testje a vártnál korábban ment tönkre. A görgő testet rendkívül rövid idő alatt rendbe kellett hozni, mivel a gyár klinkertartaléka nem lett volna elég az új görgő elkészültéig. A hegesztést az általunk kifejlesztett porbeles huzallal végeztük fedőpor alatt. A mintegy 350 kg Fe-Ni ötvözetet folyamatos hegesztéssel hegesztettük fel a felületre az Alkatrészfelújító Kft.-ben.

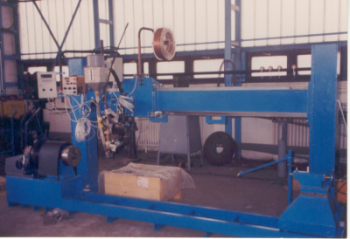
Szénörlő malom verőlapjainak felrakó hegesztéséhez két vizszintes irányú vezérelt mozgatással rendelkező célgép tervezése és kivitelezése. /1998/
Az erőműben évente több száz darab verőlapot kell cserélni a lignitőrlő malmokban. Egy verőlap felhegesztés nélkül 600-700 órát képes dolgozni. Ennyi idő alatt a kb. 150 kg-os tömegből mindössze 70-80 kg marad. Az általunk tervezett és készített célgép feladata: a verőlapok mechanizált felhegesztése, az élettartam növelése. Évek óta ezzel a berendezéssel hegesztetik a verőlapokat.
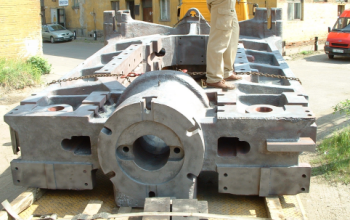
30 tonna tömegű hengerművi öntött acélállvány repedése javítási technológiájának kidolgozása, javítás levezetése. /2002-2003/
A hengerműben a képen látható állvány egyik sarkánál átrepedt. Mivel a hengerműnek nem volt tartalék állványa, az új gyártása hosszú átfutási időt és nagyobb befektetést igényelt, felvetődött a javítás lehetősége. A technológiát cégünk készítette és a hegesztéseket a Borosod Metall Öntödében végezték. Néhány adat a repedés síkjáról: a szelvény alakja I-profil, a belső öv méretei: 500x160 mm, a külső öv méretei: 1400x120 mm, a két övet összekötő gerinc mérete: 600x100 mm.