
Hegesztés automatizálás
Hegesztés automatizálása - Hatékonyság és minőség a modern gyártásban
A korszerű ipari gyártás egyre magasabb elvárásokat támaszt a termékek minőségével, élettartamával és megbízhatóságával szemben. A gyorsabb és költséghatékonyabb előállítás iránti igény pedig folyamatos innovációt követel meg. Ebben a folyamatban kiemelt szerepet kap a hegesztés automatizálása, amely nem csak a gyártás hatékonyságát növeli, hanem a szakemberhiány kihívásaira is megoldást kínál.
Az automatizált hegesztési rendszerek lehetővé teszik a pontosabb, egyenletesebb varratok létrehozását, csökkentve ezzel a selejtarányt és a gyártási költségeket. Az elérhető technológiák széles skálán mozognak, a félautomata eszközöktől - például a MIG-MAG eljárástól - egészen a teljesen automatizált hegesztőrobotokig. A megfelelő megoldás kiválasztása a termelési volumen, a minőségi elvárások és a gazdasági szempontok figyelembevételével történik.
A gépesítés bevezetése nem csupán a termelékenységet növeli, hanem a gyártási folyamat stabilitását és folyamatos minőségbiztosítását is garantálja. A fejlődő technológia lehetőséget teremt arra, hogy a vállalatok rugalmasan alkalmazkodjanak a piaci igényekhez, miközben fenntartható és költséghatékony működést biztosítanak.
1. Fedettívű hegesztés leolvasztási teljesítménye lényegesen nagyobb, mint a MIG/MAG hegesztésnek. Alkalmazni PA,PB pozícióban egyszerű, tábla lemezek-, tartályok gyártására kiválóan alkalmas.
2. Hegesztő traktor esetén a hegesztés hasonlóan a fedettívű eljáráshoz félautomata rendszer. A hegesztőtraktor végzi az egyenletes hegesztési sebesség előtoló mozgását. A varratkövetést viszont általában a gépkezelőnek kell megoldania.
Ezzel az automatizálási megoldással a kézi hegesztési sebesség 3-4x –e könnyedén elérhető.
Hasonló a körhegesztő automaták esete is, amikor vagy egy forgatóba fogjuk a forgásszimmetrikus munkadarabot, vagy a csőszerű alkatrészre helyezünk egy kör alakú pályát, amin a hegesztőtraktor halad.

Lorch trac RL

Lorch trac RL Perf.

forgató
3. Hegesztő automaták, fedettívü hegesztőgép
Forgásszimmetrikus alkatrészek esetén pl.: csövek, hengerek felrakóhegesztésére alkalmazható ez a berendezések, hosszvarat készítésére alkalmas automaták
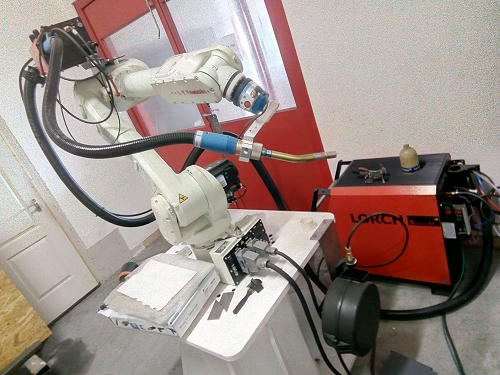
4. Hegesztőrobot
2018-19-ben egyre nagyobb hangsúlyt kap robotizálás esetén az a kérdés, hogy ipari robot, vagy kollaboratív robotot válasszunk-e? Mindkettő ipari robot, csak a nagymértékben eltérnek egymástól. Mindkettő esetében az állandó minőség reprodukálása az alap elvárás. Míg a hagyományos ipari robotok a robosztus kivitelük mellett, nagy teherbírású, nagy gyorsulásokra alkalmas csapágyazásokkal és szervómotorokkal vannak szerelve, a kollaboratív motorok kisebb gyorsulásokra lettek méretezve.
A két robot ugyanazokat a feladatokat képes ellátni, ennek ellenére mégis más a felhasználási területük.
Az hagyományos ipari robotot nagy szériáknál érdemes alkalmazni, mint pl.: autoipar esetén.
Ahol a minőség mellett a darabszám és a sebesség is nagyon fontos meghatározó. Ezek a robotok 3 műszakban nagy sebességgel és gyorsulásokkal mozognak, végzik a feladataikat.
Ritkán történik készülék-, és munkadarabcsere.

cobot

cobot

cobot
A kollaboratív robotok kis szériákra lettek kifejlesztve. olyan esetben előnyösek, ahol a robot kezelését értő szakember – hegesztő gépkezelővel együtt dolgozva végzik a feladatot. A monoton, füstképződéssel, erős ívfénnyel járó hegesztést a robot végzi, míg a darabcserét a gépkezelő. A kis szériákra tervezték, tehát könnyű vele az átállás, könnyű az újraprogramozás.
A két robot”cella” nagyban eltér a biztonsági követelmnyekben. Míg a hagyományos robotok esetében szükséges a biztonsági kerítés, fénykapu, területszkenner alkalmazása, addig a kollaboratív robot esetén ezek a beépített erő és nyomatékszenzorok révén egyáltalán nem szükségesek.
Természetesen az ívfény és a hő ellen ugyanúgy védekezni kell!
Mindkét robot esetében meg kell a robotpályát, tehát a mozgáskinematikát terveznünk és e mellett a hegesztési paraméterek sem elhanyagolhatók.
Az ipari robotok esetében azok programozása nagyon nagy gyakorlatot és tárgyi, programozói tudást igényel. A programozás általában hossza ideig tart a teach-paden és laptopon.
A kollaboratív robotok esetében a programozás nagyon hamar elsajátítható és a robot grafikus érintőképernyős kezelőjén történik. Lényegesen egyszerűbb feladatat, mint az ipari robot programozása.
Hagyományos ipari-, és kollaboratív robotok esetén is segítségünkre lehet olyan mérnöki szimulációs szoftver, mellyel a robot kinematikát off-line 3D szimulációval elkészíthetjük és ezt a kész mozgást töltjük a robotra. Ezzel a robot programozása lényegesen leegyszerüsödik.
Az egyszerűsítés a hagyományos robotok esetében nagy segítség, mert töredék idő alatt készíthető el szimulációval egy mozgás, mint a roboton.

ipari robot
ipari robot
Az integrált robotcellák esetén küldő tengelyek is alkalmazásra kerülnek. A külső tengelyek alkalmazásával a munkadarab körüljárhatósága leegyszerűsödik. Nem kell kézzel átforgatni, hanem a robot meg tudja közelíteni, illetve a darab tud a robot munkaterébe befordulni. Ezzel növeli a robot aktív idejét, csökkentve a kézi pozícionálás idejét és esetleges járulékos pontatlanságokat.


A Rechnen Hegesztőház Kft. alkalmazástechnikusaival azt a célt tűzte ki maga elé, hogy meglévő és leendő ügyfeleinél a hegesztés automatizálás helyes iránymegválasztásától, a telepítésen, betanuláson keresztül a termék hegesztés technológiájáig segítséget nyújtson.
Egy hegesztés automatizálási feladat sokszor egyszerűbbnek néz ki, mint valójában gondolnánk.
Első lépésként meg kell terveznünk a hegesztőcellát oly módon, hogy az logisztikailag és technológiailag is megfeleljen.
Ezután jön a készülék készítés, átalakítás. A legtöbb esetben a termékek készülékezése, helyes készülékezése okozza a legnagyobb feladatot. hiszen egy készüléket meg kell tudni tervezni. Nemcsak legyártani kell benne tudni a terméket, hanem utána abból eltávolítani, újat belehelyezni. Ez egy komoly szakirány a gépészmérnöki világban.
És nem utolsó sorban alapul vettem a reprodukálható előgyártmányt. Ugyanis a robot az nem ember. Akármennyire is intelligensé tesszük, sosem lesz képes oly módon lekövetni a feladatot, mint egy hegesztő. Tehát minden előgyártmánynak azonosnak kell lennie!
Ha a fent leírtak alapján nem szegtük kedvét a hegesztés automatizálástól, robotizálástól, akkor az alábbi ürlapot kitöltve vegye fel velünk a kapcsolatot és kollégánk egy személyes találkozón folytatja Önnel a feladat megoldását.
Munkatársunk hamarosan felveszi Önnel a kapcsolatot és személyre szabott tájékoztatással és tanácsadással segíti Önt a hegesztési feladat automatizálásában!
